


建新劃線平臺的技術發展
發布時間:2015-04-28 作者:昌新量具 來源:昌新量具 點擊:599
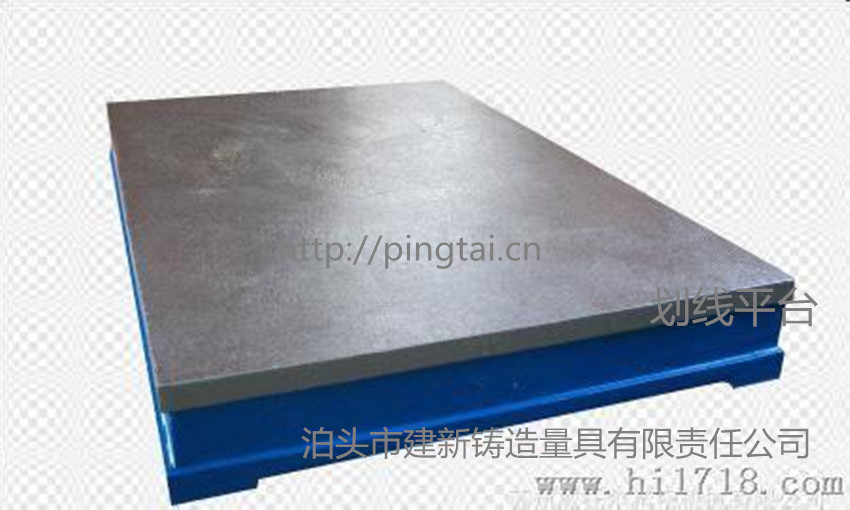
一:近年來,我公司的劃線平臺取得了一定的成績,但是我們也應當看到我國發展中遇到的瓶頸問題。技術創新一直是國內沖床行業的硬傷。劃線平板的國家標準和企業標準及它的使用要求有出入的時候,可以根據實際對劃線平板進行特殊的設計。用于機械、發動機的動力實驗,設備調試,劃線平板對角線原則以通過被測表面的一條對角線而平行于另一條對角線的平面作為評定基面,各測點對此平面偏差中*大值與*小值之差為被測面平面度誤差值。
(1)粗刮刀跡要寬大、要大刀闊斧地進行。對每個點只刮一次不刮第二次。刀跡方向是同方向順次排列,每輪變換一次。經過反復循環不斷刮研,黑點由稀少變稠密,由不均勻分布至均勻分布,當任意刮方(25mm×25mm)達到4~6點時,表面粗糙度達到Ra2.5~Ra3.2時即告粗刮階段中止。
(2)精刮階段:精刮是在細刮基礎上進行的,精刮的任務是進行提高刮研表面質量,兼顧、核定形位誤差。精刮要磨好平面刮刀,要鋒利,落刀要穩要輕,特別要避免刀角劃傷表面,精刮刀跡寬5~7mm,甚至更窄更短,視刮削平面大小而變化。
- 上一篇:劃線平臺的性能和材質
- 下一篇:大理石平臺的使用精度